- Article
Cement is an ingredient that is mainly used to make concrete, and it is the second most consumed material in the world after water. When cement is mixed with sand and gravel, we get concrete, where the role of cement is to act as a binder material. Concrete is the basic building material for the construction of our urban environments – everything from buildings and bridges to airports and other crucial infrastructure.
But why is cement so important? The current population on our unique globe is around 8 billion and it is forecasted to reach 10 billion by 2060, with an increase of 4 million people every month. Consequently, urbanization is one of the global megatrends and building cities requires vast amounts of concrete. According to some estimates, the world needs to add building space equivalent to the size of New York city every month for the next 40 years.
In 2020, the global production of cement was 4.2 billion tons. This has led to 2.7 billion tons of CO2 emissions, which equals around 6% of global CO2 emissions from energy and industrial processes. In comparison, this is three times more than the CO2 emissions from aviation. Therefore, the carbon intensity of cement production is around 640 kilograms (about 1410.96 lb.) CO2 per each ton of cement produced.
Cement production – a major contributor to global CO2 emissions
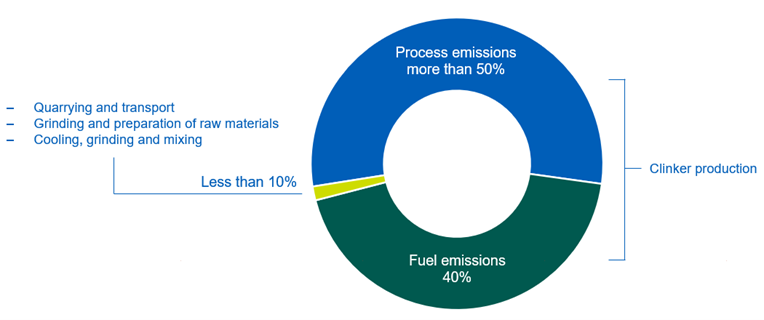
Cement is one of the hardest sectors to decarbonize. The reason for this is that most cement sector emissions come from the production of clinker, which is the main ingredient of cement. Clinker is produced when calcium carbonate (limestone) is heated in rotary kiln to produce calcium oxide. In this calcination reaction, a large amount of CO2 is released (CaCO3 + heat → CaO + CO2). As these emissions are created by the calcination reaction, there is no way to avoid the emissions by switching to renewable fuels.
Another major cause of clinker production emissions is the fuel used for heating the rotary kiln to around 1400 °C. Typically fossil fuels, like coal, are used to produce the heat and this adds to the CO2 emissions. Nowadays many plants already utilize alternative fuels, such as waste and biomass, to offset these emissions from combustion.
Paving the net zero pathway with solutions
The Global Cement and Concrete Association (GCCA) has a net zero target for 2050. The association has modelled a pathway of different solutions to reach the target. These solutions include
Carbon Capture and Storage (36%)
- Using technology to capture emitted CO2 and then either storing it underground or utilizing the CO2 to offset fossil carbon usage in fuels, chemicals, and materials.
Efficiency in Design and Construction (22%)
- Architectural design is used to promote minimized concrete use. This includes replacing concrete with wood or cross laminated timber (CLT)
Savings in clinker production (11%)
- Using recycled concrete, enhancing energy efficiency of the process and utilizing more renewable fuels
Efficiency in concrete production (11%)
- Moving from small-scale to industrial scale, which brings in economies of scale and optimized cement binder utilization in concrete to minimize need for cement
Savings in cement and binders (9%)
- Clinker substitution in cement by alternative materials. This is typically done by steel slag or coal fly ash but as these industries are decarbonizing the availability of feedstocks is declining.
Recarbonation (6%)
- Concrete naturally binds CO2 during time as lime reacts with CO2 to form calcium carbonate. At the end of concrete use life, it could be left crushed into ground for several months to maximize CO2 trapping potential.
Decarbonization of electricity used (5%)
- Grid electricity used for crushing and grinding replaced with renewable electricity
In addition to the Global Cement and Concrete association, many leading cement producers like Lafarge, Heidelberg, Cemex and Taiwan Cement have announced net zero targets to decarbonize cement production by 2050. Additionally, when the customer sector companies rapidly expand their net zero commitments, there is more demand for low-carbon cement and cement companies need to align with their customer needs.
The average levelized cost of cement production is around 60 €/ton of cement. In areas like the EU, where emission trading applies, and a CO2 ton might cost 100 €/ton, the cost of cement is more than doubled with the average carbon intensity. Currently this cost is not applied in full, as cement producers still receive free allocations, but these are being reduced annually.
In the United States, there is support from the Inflation Reduction Act 45Q rules, where each sequestered CO2 ton leads to a tax credit of maximum 85 $/ton.
The main issue with the EU ETS system is that the cost only applies to plants inside the European Union. Applying such a cost increase for EU cement producers could lead to carbon leakage, where companies relocate or import cement from outside the EU, where the carbon tax does not apply. The proposed solution for this is the Carbon Border Adjustment Mechanism. The mechanism would require EU importers to buy carbon certificates corresponding to the carbon price that would have been paid, had the goods been produced under EU carbon pricing rules.
Overcoming barriers with promising developments for cement facilities
Another major barrier for carbon capture has been the lack and high cost of suitable underground storage facilities. In the last few years, this barrier has started to even out. This is the case especially for cement facilities that are located close to coastal areas, thanks to the globe-wide development of over 30 centralized CO2 storage hubs, where the cost of storage and transport is split between numbers of end users to take advantage of economies of scale.
There are currently dozens of demonstration projects around the world, mostly in Europe and USA, where cement producers demonstrate different carbon capture technologies. In 2022, four of the seventeen projects selected by the EU Innovation Fund were related to cement sector CCUS (Carbon Capture, Utilization and Storage). These projects were in Germany, Bulgaria, Poland and France.
Many technological pathways with different maturity levels exist for capturing emissions from clinker production.
Calcium Looping
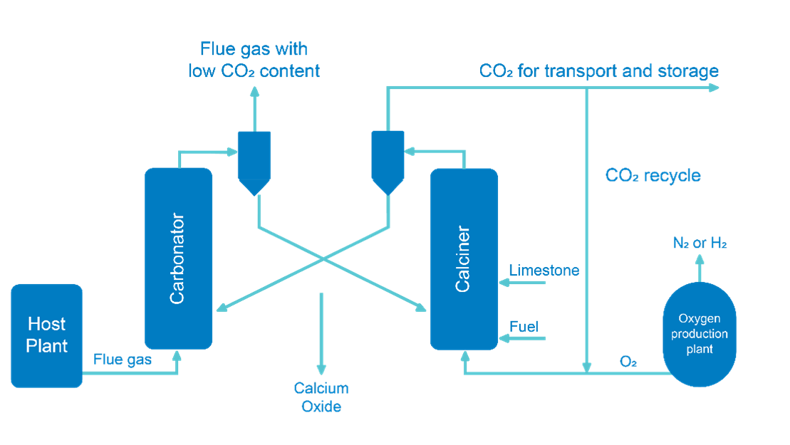
- Natural solid sorbent Calcium Oxide (CaO) is used to capture CO2 from flue gas stream and turned into calcium carbonate (CaCO3). Energy is then required to release the CO2 from the calcium carbonate to turn it back into calcium oxide. In principle, this is the same reaction that already happens in the normal clinker process and has high synergies. For example, purge sorbent can be utilized as clinker feedstock.
Amine scrubbing
- Liquid chemical solvent is used to wash CO2 out of flue gases. The process requires lots of energy because of the need to produce hot steam to release CO2 out from the concentrated solvent to regenerate it for the next scrubbing cycle
Oxyfuel
- Clinker kiln is built to run on oxygen instead of air which is nearly 80% nitrogen. This produces CO2 rich flue gas stream without nitrogen and post-combustion capture systems can be avoided. Costs come from the requirement to produce oxygen at a site which requires electricity. A kiln system also needs to be air-tight, which increases cost.
Solid sorbents
- In a solid adsorption process, CO2 from flue gas is concentrated onto the surface of a solid adsorbent. Materials that are typically used are carbon, zeolites, aluminum phosphates, or metal-organic frameworks. A solid adsorbent is regenerated by either pressure, temperature or using purge gas.
Membrane separation
- CO2 is separated from flue gas by a ceramic or polymer membrane, where different gas fractions pass through the membrane at different speeds. Multistage membranes are typically required to reach higher CO2 capture rates.
Indirect calcination
- A calcination reactor is separated from heating, which avoids the mixing of air with calcination CO2. This method does not capture emissions from the heating side, but biomass, hydrogen or electricity could be used to produce elevated temperatures.
Cryogenic capture
- CO2 is separated from flue gas by cooling it to the freezing point of below -100°C and then separating CO2 as frozen solid material from the other gases
How can SFW’s Calcium Looping technology help the cement industry to decarbonize?
SFW’s Calcium Looping (CaL) is a cutting-edge technology for the post-combustion capture of CO2. It is built on the company’s decades-long experience of delivering over 500 Circulating Fluidized Bed reactors (CFBs). As a carbon capture solution, CaL is not only scalable and retrofittable but also cost-efficient, environmentally effective and highly adaptable for capturing CO2 emissions from multiple industries. The technology captures and releases high purity CO2 with the help of a natural and non-toxic sorbent, Calcium. It enables carbon negative emissions for clinker production when utilizing biogenic fuels.
The Calcium Looping process
CaL is a multi-product technology that not only captures carbon but can also provide other revenue streams, such as waste gate fees, sales of electricity, negative emission credits, district heating and nitrogen as well as a calcined lime stream to either offset need for new limestone or increase plant capacity. The ash produced by Calcium looping fuel combustion can be mostly utilized as supplementary cementitious material.
CaL can make cement plants self-sufficient in power production and turn them into sellers of firm decarbonized electricity. This can minimize grid fees. This is the case, even after considering the self-consumption of the carbon capture plant. A part of the power produced is used s to run the air separation unit which produces oxygen for the Oxyfuel CaL reactors and, a CO2 compression and liquefaction plant. However, when the possibility to utilize synergies with green hydrogen plants exists, it is possible to fulfill a major part of the oxygen supply to the CaL reactors from the oxygen produced by electrolyzers. This reduces the cost of the CCUS system by lowering the air separation unit’s CAPEX and power penalty that impacts OPEX, as well as opens a synergetic opportunity for power to X (P2X) plants.
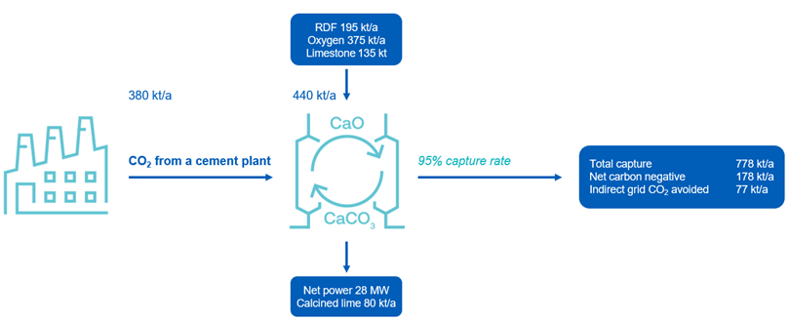
The cost of capture for the CaL technology is very case-specific and depends on the available revenue streams and the cost of the utilized fuel. When utilizing low-cost RDF, the levelized cost of capture can be approximately 30 euros per ton, when monetizing only power revenues and even with assuming there are no oxygen synergies in place. In addition to capturing CO2, Calcium Looping can make cement plant carbon negative with at least partially biogenic fuel and self-sufficient with power which avoids indirect scope 2 emissions from the grid.
Sources
Concrete Future – The GCCA 2050 Cement and Concrete Industry Roadmap for Net Zero Concrete (GCCA 2022)
CO2 Capture, Use and Storage in the Cement Industry: State of the Art and Expectations (Marta et al. 2020)
IRENA (International Renewable Energy Agency) – Reaching Net Zero with Renewables (IRENA, 2020)
Deployment of Bio-CCS in the Cement Sector: An Overview of Technology Options and Policy Tools (IEA (International Energy Agency, Bioenergy 2021)
Laying the Foundation for Zero-Carbon Cement (McKinsey, 2020) (link)